A frac manifold er et høytrykks væskedistribusjonssystem som brukes i hydrauliske fraktureringsoperasjoner (fracking) for å lede, kontrollere og distribuere trykksatt fraktureringsvæske fra flere pumpebiler til ett eller flere brønnhoder samtidig. Kort sagt: uten en frac manifold , er det fysisk umulig å koordinere produksjonen fra 10–40 høytrykkspumper til en enkelt brønnboring ved trykket og strømningshastighetene som kreves av moderne kompletteringsoperasjoner. En typisk fraktureringsmanifold må håndtere arbeidstrykk på 10 000–20 000 psi og strømningshastigheter over 100 fat per minutt (bpm), noe som gjør den til en av de mest mekanisk krevende utstyrsdelene på ethvert brønnsted. Denne artikkelen forklarer hvordan frac manifolder arbeid, de viktigste designtypene, utvelgelseskriteriene, operasjonelle beste praksiser og den utviklende teknologien som omformer denne kritiske utstyrskategorien.
Hva er en Frac-manifold? Funksjon og kjernekomponenter
A frac manifold fungerer som det sentrale væskenavet til en hydraulisk fraktureringsspredning – samler strømning fra flere pumpeenheter, gir isolasjon og strømningskontrollevne, og leverer væske ved kontrollert trykk til brønnhodebehandlingsjernet. Det ligner konseptuelt på en motorveiutveksling: flere kjørefelt med høyvolumtrafikk (pumpebiler) smelter sammen til en kontrollert strømningsbane som fører til en enkelt destinasjon (brønnboringen).
Kjernefunksjonen til en fraktureringsmanifold er tredelt: væskefordeling, trykkutjevning og operasjonell fleksibilitet. Uten en manifold ville det å koble 20 individuelle pumpebiler direkte til et enkelt brønnhode kreve et uhåndterlig virvar av høytrykksjern uten mulighet for å isolere individuelle pumper for vedlikehold, bytte mellom brønner uten å stoppe jobben, eller håndtere trykkstøt fra oppstart og nedstengning av pumper.
Nøkkelkomponenter i en Frac-manifold
- Topptekst (hovedboring): Det sentrale røret eller det smidde legemet som all væske strømmer gjennom. Hovedboringsdiametre varierer vanligvis fra 4 tommer til 7 tommer (nominell), med veggtykkelse konstruert for å motstå sprengningstrykk på 1,5–2× arbeidstrykk. De fleste topperkropper er laget av 4130 eller 4140 kromolystål, varmebehandlet for å gi styrker over 100 000 psi.
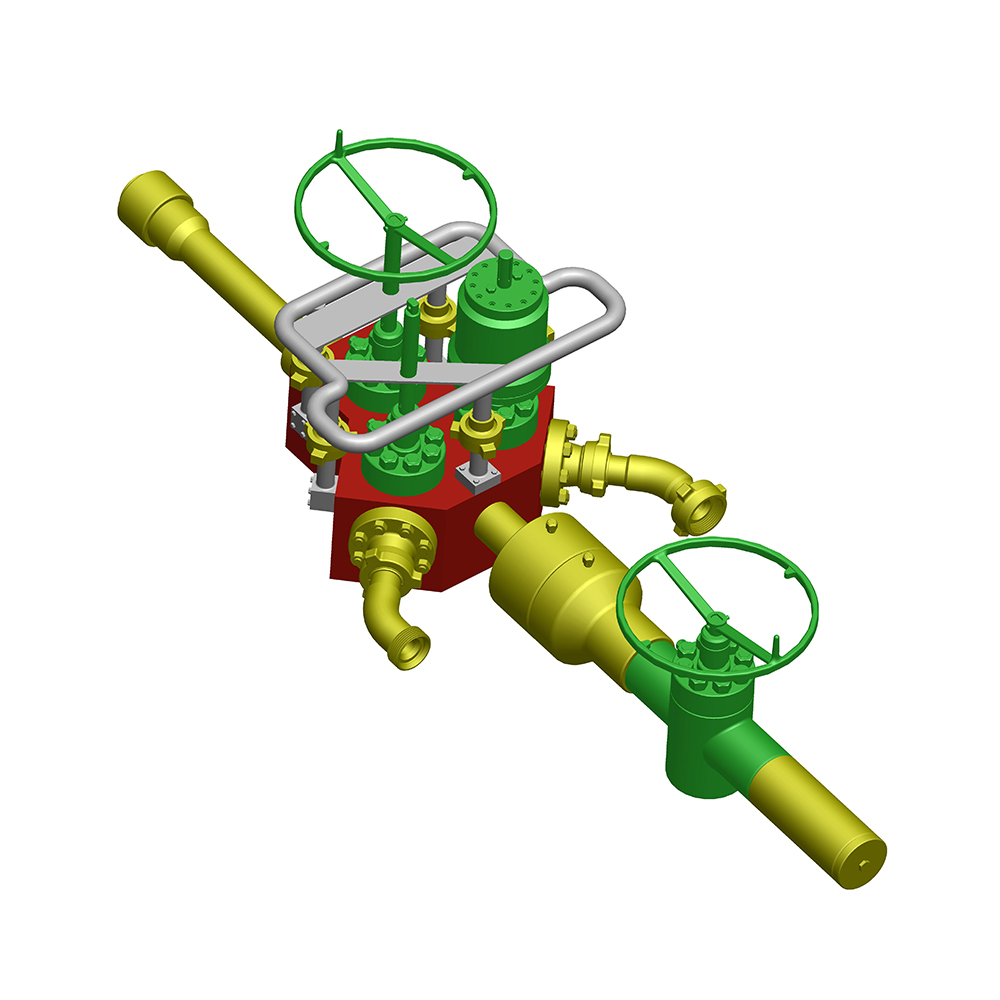
- Innløpstilkoblinger (pumpeside): Individuelle høytrykkskoblinger der pumpebilens utløpsledninger festes. En standard frac manifold har 8–24 innløpsporter, hver utstyrt med en pluggventil eller portventil for individuell pumpeisolering. Tilkoblingstyper inkluderer hammerunion (fig. 1502 eller 2002), flensede eller proprietære hurtigkoblingssystemer.
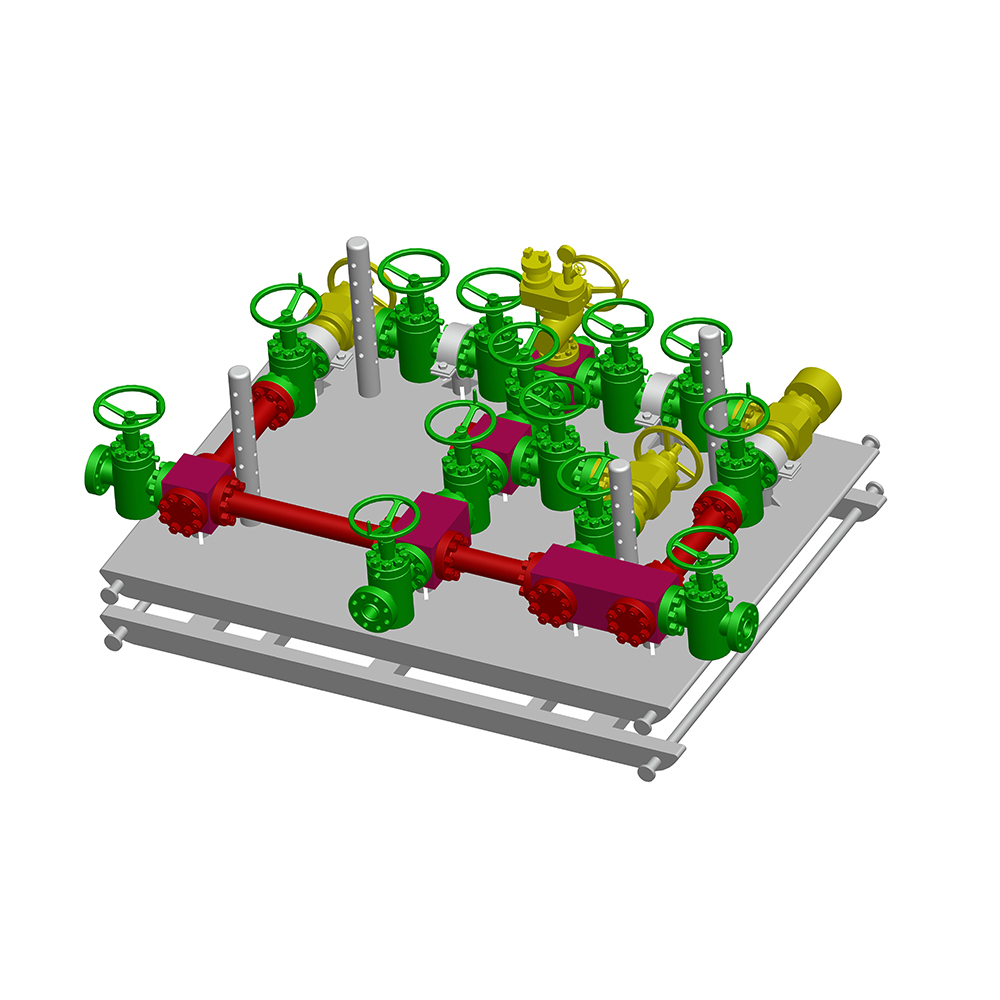
- Uttakskoblinger (brønnside): Høytrykksuttak som fører til behandlingsjernet og brønnhodet. Flerbrønnsputeoperasjoner bruker manifolder med 2–8 utløpsporter for å muliggjøre samtidig eller sekvensiell behandling av flere brønner uten å rigge ned mellom trinnene.
- Isolasjonsventiler: Portventiler eller pluggventiler på hver inn- og utløpsport tillater individuell isolering av enhver pumpe eller brønntilkobling uten å stenge hele spredningen. Disse ventilene er vanligvis hydraulisk eller manuelt aktivert, vurdert for hele manifoldens arbeidstrykk.
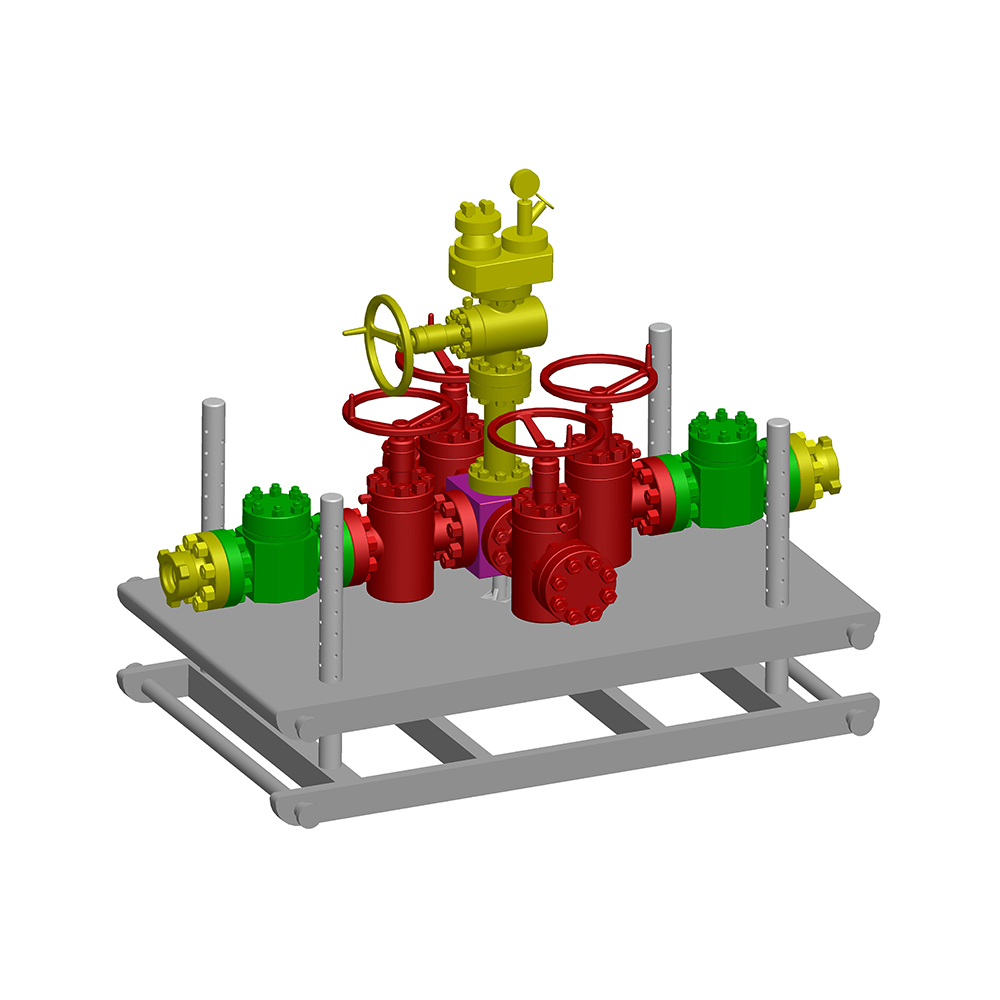
- Trykkavlastningsventil (PRV): En sikkerhetskritisk komponent som automatisk lufter ut væske hvis manifoldtrykket overstiger maksimalt tillatt arbeidstrykk (MAWP). PRV-er er vanligvis satt til 105–110 % av MAWP.
- Trykkmålere og instrumenteringsporter: Sanntidstrykkovervåking på flere punkter muliggjør tidlig oppdagelse av strømningsbegrensninger, ventillekkasjer eller pumpeavvik. Moderneee frac manifolder integrer elektroniske trykktransdusere koblet til behandlingsbilens datainnsamlingssystem.
- Skrens / tilhengerramme: Manifoldenheten er montert på en stålskinne eller veilovlig tilhenger for transport og rask utplassering. Tilhengermonterte enheter kan plasseres og kobles til på 45–90 minutter av et standard frac-mannskap.
Typer Frac-manifolder: Tradisjonell vs. Glidelås vs. Combo
Den frac manifold markedet har utviklet seg fra enkle enkeltbrønnhoder til sofistikerte multibrønnsystemer som er i stand til å støtte samtidig frakturering av tilstøtende brønnhull. Tre primære konfigurasjoner dominerer moderne operasjoner:
| Parameter | Enkeltbrønnsmanifold | Glidelåsmanifold | Combo / Multi-Well Manifold |
|---|---|---|---|
| Brønner servert | 1 | 2 (vekselvis) | 2–8 |
| Typiske innløpsporter | 8–16 | 16–24 | 20–40 |
| Typisk arbeidstrykk | 10 000–15 000 psi | 10 000–15 000 psi | 10 000–20 000 psi |
| Driftsmodus | Sekvensielle stadier | Veksler mellom 2 brønner | Samtidig eller sekvensiell |
| Riggingstid | 45–90 min | 2–4 timer | 4–8 timer |
| Pumpeutnyttelse | ~60–70 % | ~80–90 % | ~85–95 % |
| Kapitalkostnad (relativ) | Lav (grunnlinje) | Middels (40–80 %) | Høy (100–200 %) |
| Beste applikasjon | Enbrønnsputer, utforskende | 2-brønns pads, puteboring | Flerbrønnsputer, samtidig frac |
Tabell 1: Sammenligning av de tre primære frac-manifoldkonfigurasjonene etter sentrale operasjonelle og kommersielle parametere. Glidelås og kombinasjonsmanifolder gir betydelig høyere pumpeutnyttelse på bekostning av større kompleksitet og kapitalinvestering.
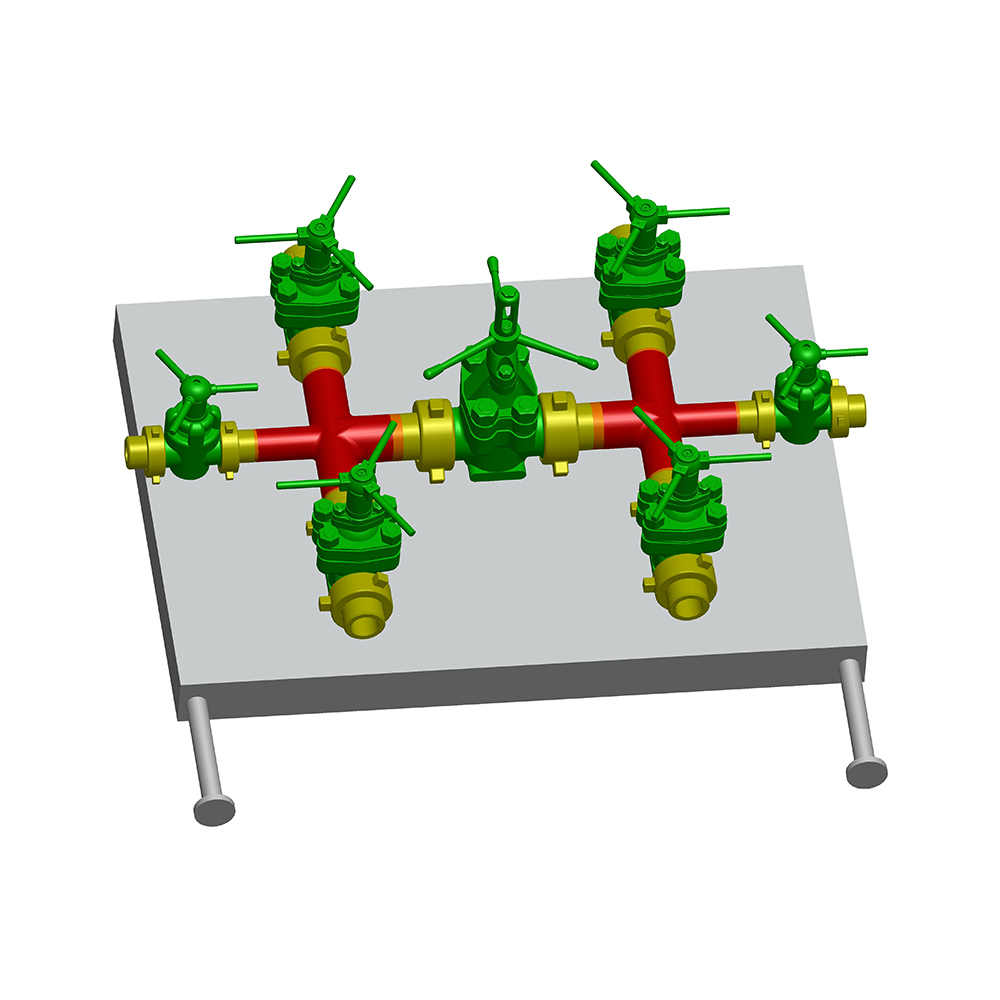
Den Zipper Frac Manifold: How It Doubles Pump Efficiency
Den glidelås frac manifold er den viktigste operasjonelle innovasjonen innen frac-manifolddesign de siste to tiårene. I en glidelåskonfigurasjon veksler en enkelt pumpespredning mellom to tilstøtende brønnhull - mens en brønn blir frakturert, blir den andre perforert og klargjort for neste trinn. Dette eliminerer den ikke-produktive tiden (NPT) mellom stadier som utgjør 30–40 % av den totale ferdigstillelsestiden på enkeltbrønnsoperasjoner.
Den hydraulic advantage is equally significant: research has shown that zipper fracturing on adjacent parallel laterals creates fracture interference patterns that extend total stimulated reservoir volume (SRV) by 15–25% compared to sequential single-well fracturing. The fractures from one well "push" into the reservoir in directions that complement the fracture geometry of the adjacent well, improving drainage efficiency across the pad.
En standard glidelås frac manifold består av to separate samlerør som er koblet sammen med en kryssseksjon med isolasjonsventiler, slik at hele pumpespredningen kan omdirigeres fra brønn A til brønn B ved å åpne og lukke to ventiler - en bytteoperasjon som tar mindre enn 60 sekunder.
Frac Manifold Pressure Ratings: Velge riktig klasse
Trykkklassifisering er den mest sikkerhetskritiske spesifikasjonen når du velger en frac manifold . Underspesifisert trykkklassifisering er den primære årsaken til katastrofale manifoldfeil, som kan være dødelig og resultere i brønnkontrollhendelser. Industrien bruker et standardisert trykkklassesystem tilpasset API 6A og API 16C:
| Trykkklasse | Arbeidstrykk (psi) | Testtrykk (psi) | Typisk applikasjon | Felles formasjon |
|---|---|---|---|---|
| 10K | 10 000 | 15 000 | Konvensjonelle frac, grunne brønner | Permbasseng (noen soner) |
| 15K | 15 000 | 22.500 | Standard skiferfrac, puteboring | Marcellus, Eagle Ford, Haynesville |
| 20K | 20 000 | 30 000 | Ultra-HPHT, dype brønner | Deep Haynesville, SCOOP/STAKK |
Tabell 2: Standard frac manifold-trykkklasser med tilsvarende testtrykk og typiske formasjonsapplikasjoner. Alle frac-manifold-trykkholdige komponenter må testes hydrostatisk til 1,5× arbeidstrykk før distribusjon i henhold til API 16C-krav.
Den selection of a 15K versus 20K frac manifold er ikke bare et spørsmål om sikkerhetsmargin – det har direkte kostnadsimplikasjoner. En 20K-klassifisert manifoldenhet kan koste 40–70 % mer enn en tilsvarende 15K-enhet på grunn av de tyngre smidde kroppene, tykkere vegger, ventiler med høyere spesifikasjoner og strengere materialkvalifikasjonstesting som kreves. Men bruk av en 10K eller 15K manifold i en formasjon som krever 18 000 psi behandlingstrykk skaper en uakseptabel risiko for trykkoppslutningssvikt.
Materialer og metallurgi: Hva får en Frac-manifold til å overleve høytrykksslipetjeneste
Frac manifold komponenter står overfor en unik straffende kombinasjon av mekaniske påkjenninger: syklisk høytrykksbelastning under hvert trinn, erosjon fra høyhastighets proppant-belastet væske (sandkonsentrasjoner på 0,5–4 lb/gal ved hastigheter på 40–80 ft/s), kjemisk angrep fra syreforspylinger og friksjonsredusere, og pressetretthet fra gjentatte sykluser per år.
Hoved- og topptekstmaterialer
Den main header body of a frac manifold er vanligvis smidd av AISI 4130 eller 4140 kromolystål, varmebehandlet til en minimum flytegrense på 75 000–100 000 psi (Grade L eller Grade P per API 6A). Smidd konstruksjon er obligatorisk - støpejern eller sveisede fabrikasjoner tåler ikke pålitelig den sykliske tretthetsbelastningen ved frac-service. Smiing eliminerer de indre hulrommene og retningsbestemte kornsvakheter som gjør støpegods utsatt for tretthetssprekker.
For sure serviceapplikasjoner (H₂S tilstede), må materialene oppfylle NACE MR0175 / ISO 15156-kravene, som begrenser maksimal hardhet til 22 HRC for å forhindre sulfidspenningssprekker. Sur-service frac manifolder bruk lavlegerte karbonstål med kontrollert kjemi i stedet for høyfaste legeringer, aksepter lavere trykkklassifiseringer i bytte mot sur motstand.
Erosjonsbeskyttelsesteknologier
Erosjon av proppant er den primære slitasjemekanismen i frac manifold kropper, spesielt ved tee-kryss, albuer og ventilseter der strømningshastigheten og turbulensen topper seg. Tre primære erosjonsreduserende strategier brukes:
- Utskiftbare sliteermer: Hårdmetall eller herdet stålinnsatser som forer den indre boringen ved høyerosjonssoner. Disse er utformet som forbruksdeler, utskiftbare under planlagt vedlikehold uten å erstatte hele manifoldkroppen. En standard slitehylse har en levetid på 200–500 frak-trinn avhengig av proppemiddelkonsentrasjon og type.
- Tungsten karbid ventil trim: Slukeventiler og pluggventiler i frac-service bruker wolframkarbidseter og trimkomponenter med Vickers-hardhet på 1500–2400 HV - langt hardere enn 100 mesh kvartssandproppant (omtrent 800 HV) som strømmer gjennom dem.
- Optimalisering av flytbanegeometri: Modern frac manifold design bruker computational fluid dynamics (CFD) for å optimere intern boringsgeometri, redusere turbulens ved veikryss med 20–40 % og forlenge gjennomsnittstiden mellom slitasjerelatert vedlikehold.
Frac-manifoldoperasjoner: rigging, testing før jobb og utførelse av etappe
Riktig operasjonsprosedyre for en frac manifold er like viktig som utstyrsspesifikasjonen. Flertallet av utstyrsfeil på stedet er forårsaket av prosedyrefeil – utilstrekkelig trykktesting, feil ventilsekvensering eller tilkoblingsfeil – ikke av utstyrsfeil.
Pre-Job Pressure Testing Protocol
Hver frac manifold Monteringen må trykktestes før hver jobb til maksimalt forventet behandlingstrykk, eller til manifoldens nominelle arbeidstrykk, avhengig av hva som er lavest. Standardprotokollen innebærer:
- Lavtrykkstest (200–500 psi): Bekrefter at alle koblinger er riktig sammensatt og at ventilene sitter på plass. En 10-minutters hold med null trykkfall kreves før du fortsetter.
- Høytrykkstest (til MAWP eller maks forventet behandlingstrykk): Et 10-minutters hold ved fullt testtrykk med ikke mer enn 50 psi forfall tillatt. Ethvert forfall større enn dette krever umiddelbar undersøkelse og re-test før operasjoner starter.
- Ventilfunksjonstest: Hver isolasjonsventil syklus åpnes og lukkes under trykk for å verifisere riktig funksjon. En ventil som ikke klarer å holde differensialtrykket er merket ute av drift og forbigått eller erstattet.
- PRV-settpunktverifisering: Den pressure relief valve pop-off pressure is verified against its certification tag. PRVs in frac service should be re-certified every 12 months or 500 operating hours, whichever comes first.
Utførelse av trinn: Ventilstyring under en frac-jobb
Under et bruddstadium vil frac manifold operatøren er ansvarlig for å administrere innløps- og utløpsventilposisjoner i sanntid. Standard operasjonsprosedyre krever:
- Steng aldri en nedstrøms (brønnside) ventil mens pumpene kjører: Å stenge brønnutløpet mens pumpene er i hastighet skaper en "dødhode"-tilstand – trykktopper for å pumpe innstengningstrykket i løpet av sekunder, og potensielt overskrider manifold MAWP. Alle pumpeenheter må slås av før ventiler på brønnside stenges.
- Sekvensielt pumpeinngrep: Pumper bringes online en om gangen gjennom sine individuelle innløpsventiler, slik at operatøren kan overvåke trykkresponsen og bekrefte manifoldens integritet før påfølgende pumper legges til.
- Bytteprosedyre for glidelåsmanifold: Når du bytter mellom brønner i en glidelåsoperasjon, åpnes mottaksbrønnens ventil før behandlingsbrønnens ventil lukkes – opprettholder kontinuerlig strømning og forhindrer trykkhammerhendelser som akselererer ventil- og fittingslitasje.
Neste generasjons Frac Manifold-teknologi: Automatisering og fjernbetjening
Den frac manifold gjennomgår en betydelig teknologisk transformasjon drevet av industriens press mot fjerntliggende og autonome brønnanleggsoperasjoner - en trend akselerert av lønnskostnader, HMS-hensyn og integrasjon av spredninger av elektrisk brudd (e-frac).
Automatiserte ventilkontrollsystemer
Neste generasjon frac manifolder integrer hydraulisk eller elektrisk betjente ventiler kontrollert fra behandlingsbilen – eliminerer behovet for personell til å betjene manifoldventiler manuelt i høytrykkssonen nær brønnhodet. Automatiserte ventilsystemer kan utføre glidelåsbrytersekvensen på under 5 sekunder versus 30–60 sekunder for manuell drift, noe som reduserer NPT og trykksvingninger under brønnoverganger.
Avanserte kontrollsystemer inkluderer forriglingslogikk som hindrer operatører i å utilsiktet skape dødhodeforhold - hvis en kommando om å lukke en brønnsideventil gis mens pumpene er over en forhåndsinnstilt strømningshastighetsterskel, varsler systemet operatøren og krever bekreftelse før kommandoen utføres.
Integrerte sensormatriser og prediktivt vedlikehold
Modern frac manifold design bygger inn ultrasoniske veggtykkelsessensorer i høyerosjonssoner, og overfører sanntids slitasjedata til behandlingsbilen. Når veggtykkelsen på et overvåket sted synker under en forhåndsinnstilt terskel (vanligvis 80 % av den opprinnelige designtykkelsen), flagger systemet komponenten for inspeksjon eller utskifting ved neste planlagte vedlikeholdsvindu – før en feil oppstår.
Akustiske emisjonssensorer kan oppdage mikrosprekker i manifoldlegemer før sprekker forplanter seg til en gjennomgående tilstand, og gir tidlig advarsel om tretthetsskader som visuell inspeksjon ville gå glipp av. Bransjedata indikerer at prediktive vedlikeholdsprogrammer basert på kontinuerlig sensorovervåking kan forlenge gjennomsnittet frac manifold levetid med 20–35 % og reduser ikke-planlagte utstyrsfeil med over 60 %.
Frac Manifold Inspeksjon og vedlikehold: Hva industristandarder krever
Frac manifold inspeksjons- og vedlikeholdskrav styres av API RP 7L, API 16C og operatørspesifikke QA-programmer. Konsekvensene av manifoldsvikt – høytrykksvæskeutløsning, potensiell antennelse og personskade – gjør samsvar ikke omsettelig.
- Visuell inspeksjon etter jobb: Etter hver enkelt jobb blir alle ytre overflater, koblingspunkter, ventilstammer og trykkmålere visuelt inspisert for lekkasjer, mekanisk skade, erosjonsspor og korrosjon. Eventuelle armaturer som viser synlig erosjon ved OD tas ut av drift for dimensjonal inspeksjon.
- Ultralydtykkelsestesting (UT): Minimum veggtykkelse måles ved alle høyerosjonssoner (T-forbindelser, albuer, ventilhus) ved hjelp av kalibrerte ultralydmålere. Målinger under den beregnede minste veggtykkelsen (i henhold til ASME B31.3 eller API 6A) krever umiddelbar fjerning fra drift.
- Magnetisk partikkelinspeksjon (MPI) eller dye penetrant testing (DPT): Utføres på sveisesoner, gjengede forbindelser og områder med observert erosjon for å oppdage overflatebrytende sprekker. MPI er foretrukket for magnetiske materialer; DPT brukes på ikke-magnetiske legeringer.
- Full resertifisering hydrostatisk test: Påkrevd årlig eller etter reparasjoner, ved 1,5× arbeidstrykk for minimum 10 minutters hold. Resertifiseringsjournaler må kunne spores til det spesifikke manifoldens serienummer og oppbevares i utstyrets levetid.
- Ombygging og utskifting av ventil: Slukeventiler i frac-manifoldservice krever vanligvis utskifting av sete og tetning etter 150–300 driftssykluser (åpne/lukke under trykk). Utsatt ventilvedlikehold er den viktigste årsaken til ventillekkasjer i drift ved aktiv frac manifolder .
Ofte stilte spørsmål: Frac-manifolder
Q1: Hva er forskjellen mellom en frac manifold og et behandlingsjern?
A frac manifold er det sentrale distribusjonsknutepunktet som samler pumpestrømmer og ruter dem til individuelle brønnforbindelser. "Behandlingsjern" refererer til høytrykksrørsegmentene, hammerforbindelsene og albuene som kobler manifoldutløpet til brønnhodet. Manifolden er en fast montering montert på en skli eller tilhenger; behandlingsjern er det feltriggede røret mellom manifold og brønnhode som er konfigurert forskjellig for hver jobb. Begge må klassifiseres for samme arbeidstrykk, men de tjener fundamentalt forskjellige funksjoner i strømningsbanen.
Q2: Hvor mange pumpebiler kan en frac manifold håndtere?
Standard frac manifolder er designet med 8–24 innløpsporter. En typisk komplettering med stor pute i Perm-bassenget bruker 18–24 pumpeenheter, noe som krever en manifold med minst så mange innløpstilkoblinger. Hver innløpsport håndterer den fulle nominelle strømningshastigheten til én pumpebil - typisk 25–50 slag/min per enhet ved driftstrykk. Manifoldens hovedboring må dimensjoneres slik at topp totalstrøm (summen av alle aktive pumper) ikke produserer væskehastighet som overstiger 30–40 ft/s, som er erosjonsterskelen for stål under proppant-belastet strømning.
Q3: Hva er et "missil" i frac manifold terminologi?
Et "missil" (noen ganger kalt et "frac-missil" eller "missilmanifold") er en eldre, enklere stil med frac manifold bestående av et enkelt langstrakt samlerørhus med flere innløps- og utløpsporter, men minimal integrert ventilkontroll. Navnet kommer fra den sylindriske formen til de tidlige designene. Moderne manifoldsystemer har i stor grad erstattet missiler i skiferoperasjoner med høyt antall på grunn av overlegen flytkontrollevne, men missiler er fortsatt i bruk for enklere konvensjonelle frac-operasjoner der kostnadsminimering er den primære driveren.
Q4: Hvordan håndterer en frac-manifold trykkstigningen når en pumpe legges til eller fjernes?
Når en pumpe legges til spredningen, vil dens utløpsventil på frac manifold åpnes sakte - ikke åpnes - mens pumpen bringes til linjetrykk før den kobles til manifolden. Denne "soft connect"-prosedyren, som tar 10–30 sekunder, forhindrer en hydraulisk hammerhendelse som ville oppstå hvis en høytrykkspumpe plutselig ble koblet til en manifold ved et annet trykk. Moderne automatiserte manifoldsystemer inkluderer innløpsventilens trykkutjevningslogikk: ventilen vil ikke åpne helt før trykkforskjellen over den faller under 500 psi, noe som sikrer en jevn trykkovergang.
Spørsmål 5: Hvilke sertifiseringer bør en frac-manifold ha?
En skikkelig sertifisert frac manifold skal ha dokumentasjon for: API 6A eller API 16C overholdelse av trykkklassifisering for alle trykkholdige komponenter; materialtestrapporter (MTR) som sporer alle trykkholdige deler til deres varme- og lotnummer; hydrostatisk testsertifikat signert av en kvalifisert inspektør; ventil ytelse test sertifikater; og, der det er aktuelt, NACE MR0175-samsvarsdokumentasjon for sur service. Noen operatører krever i tillegg tredjeparts utstyrsinspeksjon (TPEI) av et anerkjent inspeksjonsorgan før utplassering på deres lokasjoner.
Q6: Hvordan er en frac-manifold forskjellig fra en produksjonsmanifold?
Mens begge er væskedistribusjonssystemer, a frac manifold og en produksjonsmanifold er fundamentalt forskjellige i design og servicekrav. A frac manifold er et midlertidig høytrykks (10 000–20 000 psi) system designet for kortvarig, syklisk pumpeservice med væsker med slipende proppmiddel. En produksjonsmanifold er et permanent system med lavere trykk (typisk 1 000–5 000 psi) designet for kontinuerlig jevn strøm av produserte hydrokarboner. Produksjonsmanifolder prioriterer korrosjonsbestandighet og langtidsforsegling; frac manifolder prioriter trykkvurdering, erosjonsmotstand og rask feltrekonfigurering.
Konklusjon: Frac-manifolden er ryggraden i enhver moderne fullføringsoperasjon
A frac manifold er langt mer enn et passivt stykke rør – det er det hydrauliske kommandosenteret for en hydraulisk fraktureringsspredning, og spesifikasjonen, vedlikeholdet og driften bestemmer direkte jobbeffektivitet, personellsikkerhet og ferdigstillelseskvalitet. Å velge riktig manifoldtype (enkeltbrønn, glidelås eller combo), trykkklasse (10K, 15K eller 20K) og materialspesifikasjoner for formasjons- og driftsforholdene er en teknisk beslutning med store kostnads- og sikkerhetskonsekvenser.
Den data makes a compelling case for investing in high-quality frac manifold utstyr: glidelåsmanifolder reduserer ferdigstillelse NPT med 30–40 %, automatiserte ventilsystemer reduserer manifoldrelaterte hendelser med over 60 %, og prediktive vedlikeholdsprogrammer forlenger utstyrets levetid med 20–35 %. Ettersom industrien fortsetter å presse mot høyere pumpetall, høyere behandlingstrykk og samtidig flerbrønnoperasjoner, fraktureringsmanifold vil bare bli mer sentral – og mer teknisk krevende – i kompletteringsutstyrsstakken.