A portventil er en lineær bevegelsesisolasjonsanordning som kontrollerer strømning ved å heve eller senke en flat eller kileformet port vinkelrett på rørledningsboringen - og i oljeutvinning forblir den den dominerende ventiltypen for hovedledningsisolering med stor diameter, hvor full, uhindret strøm er nødvendig og hyppig drift ikke er det. I følge Global Valve Market Report 2023 (MarketsandMarkets) , portventiler står for ca 28 % av alle ventiler som selges til olje- og gassoppstrømssektoren etter volumenhet , nest etter kuleventiler, med segmentet verdsatt til over 2,1 milliarder dollar årlig. Å forstå nøyaktig hva en portventil er, hvordan den fungerer og hvor den hører hjemme i et oljefeltsystem er grunnleggende kunnskap for enhver boreingeniør, produksjonsveileder og innkjøpsspesialist.
Hva er en portventil og hvordan fungerer den?
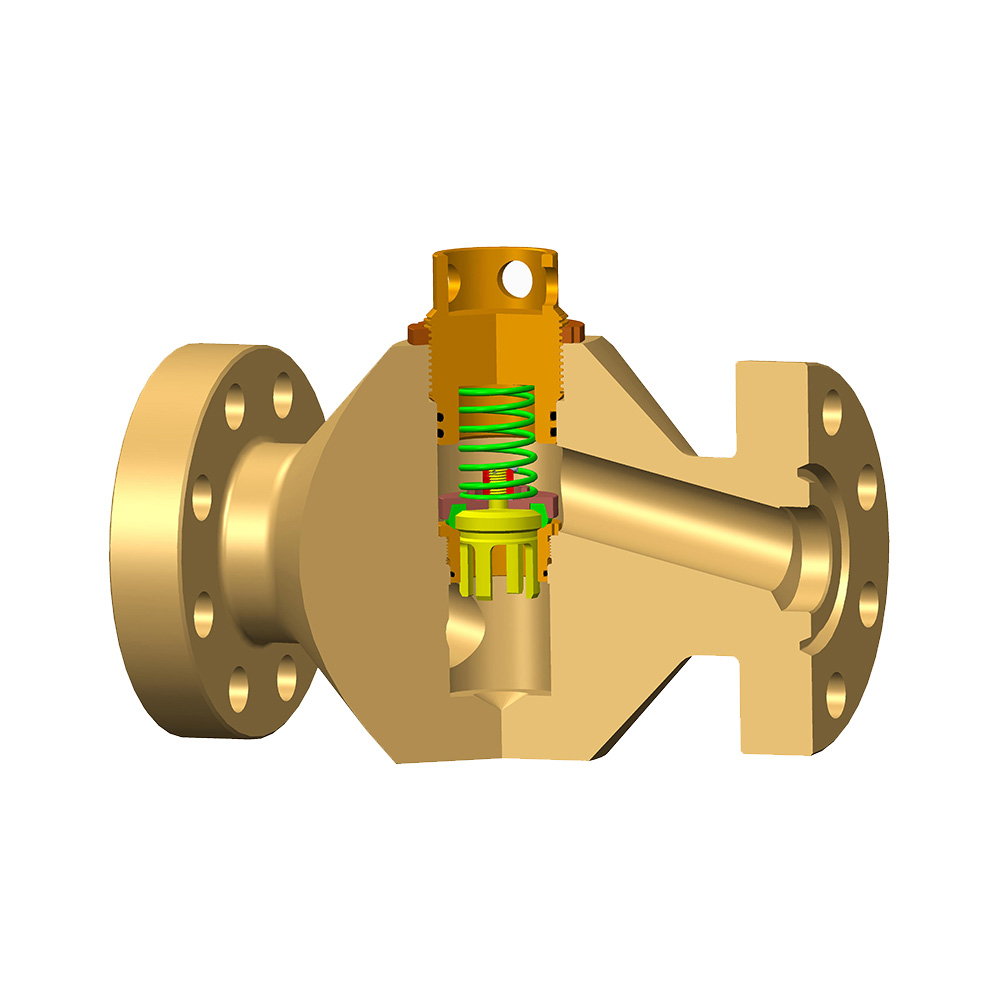
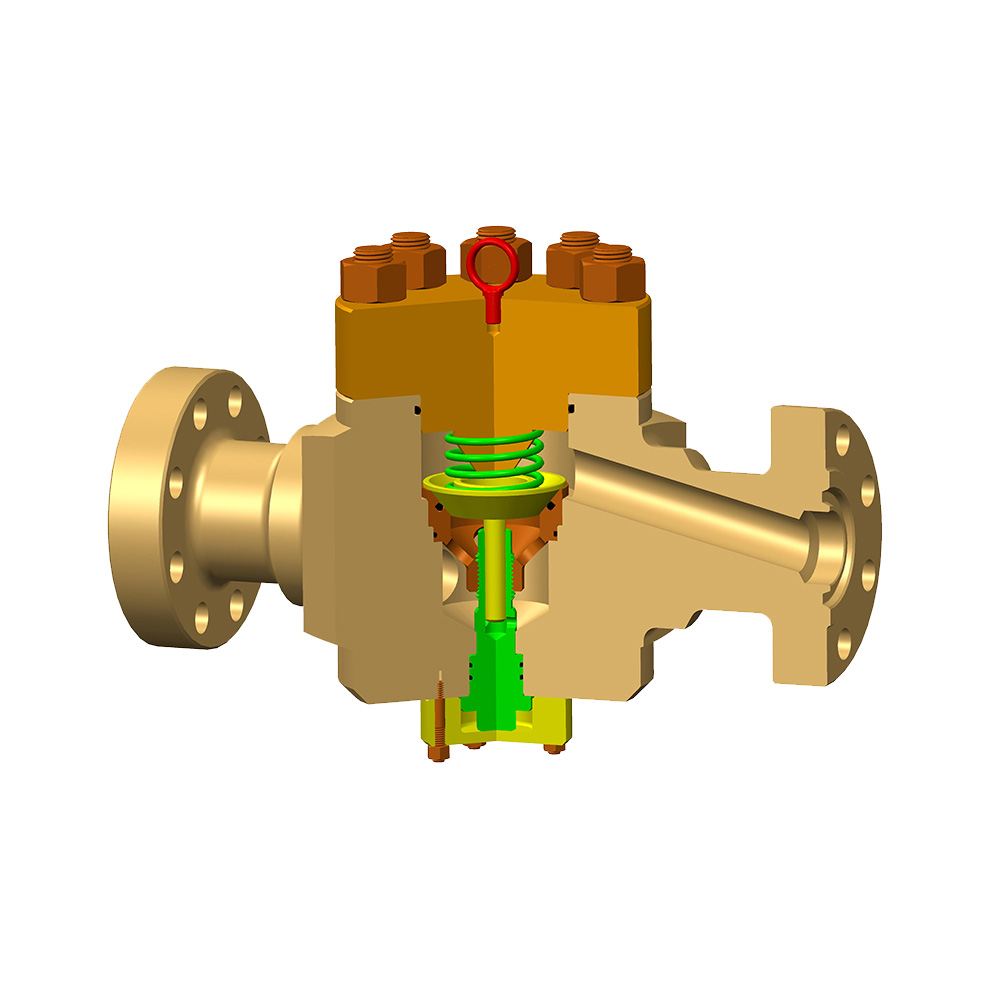
A portventil opererer ved å flytte en port - en flat skive eller konisk kile - vinkelrett på strømningsretningen, enten trekkes helt inn i panserhulen (helt åpen) eller blokkerer boringen (helt lukket). I motsetning til en kuleventil som roterer 90 grader, krever en sluseventil flere hele omdreininger på håndhjulet eller aktuatorspindelen for å bevege seg mellom åpen og lukket posisjon, og det er derfor den er klassifisert som en fleromdreiningsventil . I helt åpen posisjon trekkes porten helt inn i panseret over strømningsbanen, og etterlater en uhindret passasje med full boring med praktisk talt null trykkfall - en kritisk fordel i stamlinjer med høy strømning av råolje der selv en liten begrensning forårsaker målbart produksjonstap.
Kjernekomponentene i et oljefelt portventil er:
- Ventilhus: Det trykkholdende skallet, vanligvis smidd av karbonstål (ASTM A105), legert stål (ASTM A182 F22) eller rustfritt stål. Karosseriet rommer strømningsportene og setene og bærer hele rørledningens trykkklassifisering - opptil 20 000 psi i ekstrem HPHT-brønnhodetjeneste.
- Port (plate): Det glidende lukkeelementet. Solide kileporter, fleksible kileporter, delte kileporter og parallelle plateporter er de fire hovedvariantene som brukes i petroleumsservice, som hver tilbyr forskjellige tetningsegenskaper og motstand mot termisk binding.
- Seter: To sitteflater inne i kroppen som porten tetter mot når den er lukket. Ved oljefeltservice er setene integrerte (maskinert fra kroppen), satt inn (utskiftbare ringer) eller hardt belagt med Stellite eller wolframkarbid for å motstå erosjon fra sandbelastet råolje.
- Stengel: Overfører rotasjonsmoment fra håndhjulet eller aktuatoren til lineær bevegelse av porten. Stigende stilk-design indikerer visuelt ventilposisjon (stammen stiger når den er åpen); design med ikke-stigende stilk holder stammen helt innelukket - foretrukket der høydeklaringen er begrenset på offshoreplattformer.
- Panser: Den øvre lukkingen som tetter kroppshulen og styrer stammen. Boltede panser er standard for de fleste oljefeltservice; trykkforseglingsdeksler brukes over 900# (ASME klasse 900) der lekkasjerisikoen er størst.
- Pakking og kjertel: Spindeltetningssystem som forhindrer ekstern lekkasje. I H2S surgass-tjeneste må emballasjematerialer og kjerteldesign være i samsvar med NACE MR0175 / ISO 15156 for å forhindre sulfidspenningssprekker og giftig H2S-frigjøring.
Typer portventiler som brukes i oljeutvinning
Det er fem rektorer portventil design utplassert på tvers av oppstrøms oljeoperasjoner, hver konstruert for å adressere en spesifikk kombinasjon av trykk, temperatur, væsketype og syklusfrekvens.
1. Solid kileportventil
Den solide kilen er den enkleste og mest brukte portventil design i oljefeltservice. En konisk port i ett stykke setter mot to vinklede seter i karosseriet, og gir pålitelig forsegling over et bredt trykk- og temperaturområde. Solid kiledesign er standard for ikke-korrosiv råoljeservice opp til ASME klasse 2500 (omtrent 6250 psi ved 100°F). Begrensningen deres er mottakelighet for termisk binding - i varm drift kan differensiell termisk ekspansjon mellom porten og kroppen låse porten mot setene, noe som gjør ventilen umulig å åpne. Dette er grunnen til at solide kileventiler sjelden er spesifisert for dampinjeksjon eller høytemperatur (over 500°F) brønnservice.
2. Fleksibel kileportventil
Den fleksible kilen har et periferisk spor skåret inn i porten som gjør at de to seteflatene kan bøye seg uavhengig av hverandre, noe som kompenserer for mindre feiljustering av setet og reduserer termisk binding. Fleksibel kile portventils er den foretrukne utformingen for injeksjonslinjer med dampflom og termisk EOR (enhanced oil recovery) der temperaturene kan overstige 343°C (650°F). I følge ASME B16.34 (2021) , fleksible kiledesign oppnår tettere forsegling ved høytemperaturbruk enn solide kiler samtidig som de opprettholder tilsvarende trykkklasser.
3. Parallell plateportventil (ekspanderende portventil)
Parallell plate portventils bruk to parallelle portsegmenter - en plate og en avstandsholder - som spres fra hverandre mekanisk i lukket posisjon for å koble inn begge setene samtidig, noe som gir en dobbelblokk tetting. Dette designet er det dominerende valget for brønnhode- og juletretjeneste per API 6A, fordi det eliminerer problemet med termisk binding fullstendig (porten kiler seg ikke mot setene), lar rørledningsplugger passere gjennom den flate boringen, og oppnår nulllekkasje metall-til-metall-tetning ved trykk opp til 20 000 psi. Den ekspanderende portventilen er den høyeste spesifikasjonen portventil i petroleumsindustrien.
4. Knivportventil
Knivportventiler bruker en tynn, skarpkantet port som skjærer gjennom tyktflytende eller slurry-type væske for å oppnå lukking. I oljefeltapplikasjoner, kniv portventils brukes i produsert vannbehandlingssystemer, håndtering av boreslam og slamledninger for borekaks der konvensjonelle kileporter vil bli tettet av faststoffakkumulering i kroppshulrommet. De er ikke egnet for høytrykkstjenester - maksimalt nominelt trykk er vanligvis 150 psi til 300 psi - men er svært effektive ved lavtrykks- og høyfaste væskehåndtering.
5. Gateventil for gjennomgående ledning
Gjennomgående ledning portventils har en full åpning i selve porten, slik at når ventilen er åpen, går strømningsbanen gjennom porten i stedet for over den. Dette eliminerer lommen i kroppshulen der faste stoffer, voks eller hydrater kan samle seg i konvensjonelle portdesigner. Design av gjennomgående rør er mye spesifisert for råoljeeksportrørledninger og svinemottaksapplikasjoner hvor innvendig renslighet og piggbarhet er obligatorisk. De brukes også i nedgravde rørledningsisolasjonsstasjoner på land der drenering av ventilhulrom er upraktisk.
Portventil vs. kuleventil vs. klodeventil: Hvilken er riktig for oljeutvinning?
Å velge feil ventiltype for et oljefelt er en av de vanligste og mest kostbare anskaffelsesfeilene – en sluseventil spesifisert der det kreves en kuleventil kan bety en mislykket ESD-respons, mens en kuleventil som er spesifisert hvor en gateventil hører hjemme, tilfører unødvendige kostnader. Tabellen nedenfor gir en direkte teknisk sammenligning basert på API 6D, API 6A og ASME B16.34 tjenestekrav:
| Kriterier | Portventil | Kuleventil | Klodeventil |
|---|---|---|---|
| Driftsbevegelse | Multi-sving lineær (sakte) | Roterende kvarts omdreining (rask) | Multi-sving lineær (sakte) |
| Strømningsmotstand (helt åpen) | Veldig lav (full boring) | Svært lav (design med full boring) | Høy (S-formet strømningsbane) |
| Emergency Shutdown (ESD) | Ikke egnet (for sakte) | Utmerket (under 1 sekund) | Ikke egnet |
| Gassregulering / flytkontroll | Ikke anbefalt (erosjonsrisiko) | Ikke anbefalt (standard boring) | Utmerket |
| Maks trykk (API-klassifisert) | Opptil 20 000 psi (API 6A) | Opptil 15 000 psi (API 6A) | Opptil 6000 psi (ASME 2500#) |
| Piggbar (grisepassasje) | Ja (design gjennom ledning) | Ja (design med full boring) | Nei |
| Syklus frekvens egnethet | Lav (sjelden isolasjon) | Høy (10 000 sykluser) | Middels |
| Relativ kjøpskostnad (samme størrelse/klasse) | Lav–middels | Middels–high | Middels |
| Termisk bindingsrisiko | Ja (solid kiletype) | Nei | Nei |
| Beste bruksområde i oljeutvinning | Hovedledningsisolasjon med stor boring, hovedventiler for brønnhode (ekspanderende port) | ESD, brønnhodevingeventiler, undervannsisolasjon | Kjemisk injeksjonsstrømkontroll, verktøysystemer |
Tabell 1: Teknisk sammenligning av portventil, kuleventil og kuleventil for oljeutvinningsservice. Data basert på API 6A, API 6D og ASME B16.34 spesifikasjoner.
Hvor portventiler brukes over verdikjeden for oljeutvinning
Portventiler vises på spesifikke, veldefinerte steder i hvert oppstrøms oljeproduksjonssystem – valgt ikke fordi de er universelt overlegne, men fordi kombinasjonen av full-boring flow, høytrykkskapasitet og lavfrekvent drift samsvarer med kravene til hovedledningsisolasjon og brønnhodemasterventilservice bedre enn noen annen ventiltype.
Brønnhode hovedventil (overflate og undervann)
Brønnhode-hovedventilen – den primære isolasjonsventilen mellom reservoaret og overflateproduksjonssystemet – er i de fleste API 6A-klassifiserte brønnhodesammenstillinger en ekspanderende parallellportventil (også kalt en plateportventil). Denne utformingen gir nulllekkasje metall-til-metall-tetning ved trykk opp til 20 000 psi, håndterer sand og avleiringer uten å tette ventilhulen (gjennom ledningskonfigurasjon), og opprettholder tetningsintegriteten selv etter lengre perioder med inaktivitet – et kritisk krav for sjeldent opererte hovedventiler. I følge API-spesifikasjon 6A (tjueførste utgave, 2018) , må alle brønnhodeventiler bestå en hydrostatisk skalltest ved 1,5 ganger det nominelle arbeidstrykket og en setetest ved nominelt arbeidstrykk med null synlig lekkasje.
Råoljestamledning og eksportrørledningsisolering
På råoljerørledninger med stor diameter (12 tommer til 48 tommer nominell boring), portventils er det økonomiske valget for hovedledningsblokkventilstasjoner, isolasjon av grisfeller og nødblokkplasseringer. Ved disse store størrelsene kan en tappmontert kuleventil med full boring koste 3–5 ganger mer enn en tilsvarende API 6D-portventil. Siden hovedledningsblokkventiler opererer sjelden - vanligvis færre enn 12 ganger per år - er hastighetsfordelen til kuleventiler irrelevant, noe som gjør portventiler til det kostnadsoptimale valget. En 24-tommers, Klasse 600 API 6D portventil for gjennomgående rør ved en typisk isolasjonsstasjon er omtrent 40 % lavere i kapitalkostnad enn en tilsvarende kuleventil med full boring, iht. referansemålingsdata for industriinnkjøp publisert av Pipeline and Gas Journal (2022) .
Bore- og brønnkompletteringsoperasjoner
Portventiler er integrert i utblåsningssikringen (BOP) stabelen og brønnhullets isolasjonssystemer under boring. Den bore spoleportventiler på BOP-stabelen må håndtere godt drepende væske, sementslurry og høytrykksgassstøt – alt i en enkelt ventil. API 16A-klassifiserte gateventiler på BOP-choke- og kill-ledninger må tåle trykk på opptil 20 000 psi og fungere pålitelig under de mest krevende strømningsforholdene man møter hvor som helst i oljefeltet. På samme måte, under fullføring av brønn, portventils på kompletteringsstrengen isolasjonsmanifold kontrollere annulus væskesirkulasjon og juletreutjevning.
Vanninjeksjon og forbedret oljeutvinning (EOR)
Vanninjeksjonssystemer som opprettholder reservoartrykket eller implementerer vannflom EOR bruker et stort antall portventils på injeksjonshoder og distribusjonsmanifolder. Injeksjonstrykk varierer vanligvis fra 1 000 til 5 000 psi, og strømningshastigheter kan overstige 100 000 fat per dag (bpd) per injeksjonsstasjon, noe som krever ventiler med stor boring der portventiløkonomien er overbevisende. For dampinjeksjon termisk EOR (brukt i tungoljeproduksjon i felt som den kanadiske oljesanden), fleksibel kile portventils i ASME klasse 900 eller klasse 1500 er rustfritt stål eller legert stål spesifisert for å håndtere damp ved temperaturer opp til 650°F (343°C) og trykk opp til 2500 psi.
Produsert vannbehandling og avhending
Produsert vann - det saltholdige vannet som er produsert sammen med råolje - må separeres, behandles og enten injiseres på nytt eller kastes. På hvert trinn av håndtering av produsert vann, portventils (ofte knivportdesign for høyt innhold av faste stoffer) isolere filtre, desandere og injeksjonspumper. Korrosiviteten til produsert vann (høyt kloridholdig innhold, ofte inneholdende CO2 og H2S) krever ventilhus i dupleks rustfritt stål (UNS S31803) eller superdupleks (UNS S32750) for å forhindre grop- og sprekkorrosjon som vil forårsake for tidlig svikt i karbonstål.
Nøkkelstandarder som styrer portventiler i oljeutvinning
Hver portventil brukt i oppstrøms oljeproduksjon må overholde minst én obligatorisk industristandard – og ikke-kompatible ventiler avvises ved inspeksjon før installasjon, noe som skaper kostbare forsinkelser og gjenanskaffelsestider på 8–20 uker for høytrykksartikler med stor boring.
| Standard | Utstedende organ | Omfang for portventiler | Nøkkelkrav |
|---|---|---|---|
| API 6A (21. utgave, 2018) | American Petroleum Institute | Brønnhode- og juletreportventiler opp til 20 000 psi | Skaltest ved 1,5x WP; null-lekkasje sete test; branntest for PR2 |
| API 6D (24. utgave, 2014) | American Petroleum Institute | Portventiler for rørledninger, design av gjennomgående rør | Dimensjonskrav, syklustesting, materialer, antistatisk |
| API 16A (4. utgave, 2017) | American Petroleum Institute | BOP choke and kill line gate ventiler | Vurdert til 20 000 psi; ytelsestesting med slipende slurry |
| ASME B16.34 (2021) | ASME International | Portventiler in ASME pressure classes 150 to 4500 | Veggtykkelse, karosseridesign, testtrykk etter materiale og klasse |
| NACE MR0175 / ISO 15156 (2015) | NACE International / ISO | Alle portventiler i sur (H2S) service | Materialhardhetsgrenser (maks 22 HRC for C-stål); SSC motstand |
| API 6FA / API 607 (2016) | American Petroleum Institute | Branntesting av sluseventiler med myke eller elastiske seter | Må beholde seteforseglingen etter 30 minutters brenning ved 1800 °F (982 °C) |
| ISO 14313 (2007) | ISO | Rørledningsportventiler (internasjonal ekvivalent av API 6D) | Akseptert som tilsvarende API 6D i de fleste internasjonale prosjekter |
Tabell 2: Primære industristandarder som gjelder for portventiler i oljeutvinning, med utstedende organ, omfang og viktige samsvarskrav. Kilder: API, ASME, NACE International, ISO.
Materialvalg for portventiler i oljefeltmiljøer
Riktig materialvalg for a portventil i oljeutvinning forhindrer tre av de vanligste sviktmodusene - sulfidspenningssprekker (SSC) i H2S-tjeneste, kloridgroper i produsert vann-tjeneste og krypfeil ved høytemperatur-EOR-injeksjon. Å velge feil legering kan føre til katastrofal ventilsvikt innen uker etter installasjon.
- Karbonstål (ASTM A216 WCB / A105N): Standard for søt råoljetjeneste (H2S under 0,05 psia partialtrykk) ved temperaturer fra -20 °F til 800 °F. Varmebehandling etter sveising (PWHT) og hardhetskontroll under 22 HRC er påkrevd i henhold til NACE MR0175 selv i nominelt søt tjeneste som en forholdsregel mot forbigående H2S-eksponering.
- Lavtemperatur karbonstål (ASTM A352 LCB / LCC): Obligatorisk for arktiske land- og dypvannsapplikasjoner offshore der designtemperaturer faller til -50°F (-46°C). Charpy-støttesting ved minimum designtemperatur er nødvendig i henhold til ASME B16.34 og API 6D.
- Legert stål (ASTM A182 F11 / F22 / F91): Nødvendig for høytemperaturservice over 750°F (399°C) i dampflom-EOR-brønner og høytrykksdampinjeksjonshoder. F91 (9Cr-1Mo-V) gir overlegen krypemotstand for service opp til 1100°F (593°C) og er det valgte materialet for superkritisk dampinjeksjon.
- 316 / 316L rustfritt stål: Egnet for injeksjon av produsert vann og sjøvann ved temperaturer under 140°F (60°C). Over denne temperaturen blir kloridindusert spenningskorrosjonssprekker (Cl-SCC) en risiko, og duplekskvaliteter kreves.
- Dupleks rustfritt stål (UNS S31803 / 2205): Standardmaterialet for produsert vann, sjøvannsinjeksjon og mild sur service (H2S under 1 psia partialtrykk). Gir omtrent 2 ganger flytegrensen på 316 SS og et Pitting Resistance Equivalent Number (PREN) over 32, noe som muliggjør motstand mot kloridgroper ved temperaturer opp til 150 °F (65 °C).
- Super dupleks rustfritt stål (UNS S32750 / 2507): Spesifisert for aggressiv surgass og høykloridprodusert vanntjeneste. PREN over 40 sikrer motstand mot gropdannelse i sjøvann ved temperaturer opp til 85 °C (185 °F). Per NACE MR0175 del 3 , super dupleks er akseptabelt i sur bruk når løsningsglødet og bråkjølingsherdet for å oppnå riktig mikrostruktur og hardhet (maksimalt 310 HV10).
- Inconel 625 / 718 (UNS N06625 / N07718): Reservert for den mest aggressive tjenesten - høyt H2S-partialtrykk (over 100 psia), høyt CO2-partialtrykk (over 30 psia) og forhøyede temperaturer. Brukes primært til ventilstammer, seter og innvendig trim i HPHT-brønner der karbonstål og rustfrie stållegeringer begge er utsatt for korrosjon. Inconel 625 gateventilinnvendige deler kan forlenge vedlikeholdsintervallene fra 2 år til over 10 år i alvorlig sur service, noe som representerer betydelige kostnadsbesparelser i livssyklusen til tross for de høyere opprinnelige materialkostnadene.
Vanlige feilmoduser for portventiler i oljeproduksjon
Forståelse portventil feilmekanismer lar vedlikeholdsteam implementere målrettede inspeksjonsprogrammer og forlenge ventilens levetid – noe som reduserer frekvensen av ikke-planlagte nedstengninger som koster oppstrømsoperatører en estimert 38 milliarder dollar globalt per år i tapt produksjon (Wood Mackenzie, 2022) .
- Seterosjon fra sand og faste stoffer: Sandbelastet råolje ved hastigheter over 10 fot/sek eroderer gradvis portens seteflater, spesielt i delvis åpne posisjoner. Seter i hard-facet Stellite eller wolframkarbid øker erosjonsmotstanden med 5–8 ganger sammenlignet med myke eller uherdede seter. Alle portventils i sandproduserende brønner bør opereres enten helt åpne eller helt lukkede - aldri delvis oppsprukket.
- Lekkasje av stammepakning: Ekstern stammelekkasje er det vanligste vedlikeholdsproblemet på overflaten portventils , som står for omtrent 35–40 % av alle bestillinger på ventilvedlikehold på produksjonsanlegg (Kilde: Energy Institutes veiledning for god praksis for ventilstyring, 2021 ). Grafittpakning beholder forseglingen lenger enn PTFE ved varm bruk, men krever nøye justering av kjertelfølgeren for å forhindre overkomprimering og fastklemming av stammen.
- Termisk binding (solid kiledesign): Dampinjeksjon og høytemperaturservice kan føre til at den solide kilen låser seg mot setene ved avkjøling, noe som krever hydraulisk jekk eller varmepåføring for å frigjøre porten. Denne feilen kan deaktivere en brønnhode-hovedventil, og potensielt kreve produksjonsstans for utbedring. Løsningen er å spesifisere fleksible kile- eller ekspanderende gateportdesigner i alle tjenester over 300°F (149°C).
- Kavitasjons- og vibrasjonsskader: Portventiler operated in the partially open position generate turbulent flow and pressure differentials that cause cavitation and internal vibration. Over time, this erodes body walls, damages seats, and can fracture the gate. The correct solution is to install a dedicated control valve or choke for flow modulation and keep gate valves fully open or fully closed.
- Sulfid Stress Cracking (SSC) i sur service: Portventilstammer og bolter laget av høyfast stål med hardhet over 22 HRC er følsomme for SSC i nærvær av oppløst H2S - sprekker kan oppstå innen timer etter første eksponering. Dette er adressert av NACE MR0175 materialoverholdelse på anskaffelsesstadiet. Å erstatte ikke-kompatible høyfaste bolter for å redusere kostnadene er en dokumentert grunnårsak til katastrofale svikt i portventilen på surgassbrønnplasser.
- Inaktivitet-indusert anfall: Portventiler that remain open for years without operation — common on mainline block valves — can develop corrosion, scale, or wax deposits that bond the gate to the seats, making the valve impossible to close when needed. Annual partial-stroke or full-stroke exercise testing per the API 6A anbefalt vedlikeholdsprogram forhindrer anfall og bekrefter operabilitet før en nødsituasjon oppstår.
Aktuatoralternativer for automatiserte portventiler i oljeproduksjon
Mens de fleste portventils i oljefeltservice er manuelt operert, fjernstyrt og automatisert aktivering er nødvendig på ubemannede brønnplasser, undervannsinstallasjoner og sikkerhetskritiske isolasjonspunkter. Tabellen nedenfor sammenligner aktuatoralternativer for portventiler i oppstrøms petroleumstjeneste:
| Aktuator type | Aktiveringstid | Feil-sikkert alternativ | Typisk portventilapplikasjon |
|---|---|---|---|
| Hydraulisk (lineær sylinder) | 15–120 sekunder | Ja (fjærretur eller akkumulator) | Brønnhode hovedventil, undervanns treportventiler |
| Pneumatisk (lineær sylinder) | 30–180 sekunder | Ja (våren retur) | Overflate brønnhodeportventiler, rørledningsblokkventiler |
| Elektrisk (MOV, multi-sving) | 60–300 sekunder | Siste posisjon (UPS-støttet valgfritt) | Ekstern isolasjon for hovedledninger, ikke-sikkerhetskritiske blokkeringsventiler |
| Elektrohydraulisk (lokal HPU) | 20–90 sekunder | Ja (akkumulator lukket) | Ubemannede eksterne brønnhoder, rørledningsblokkstasjoner med ESD-krav |
Tabell 3: Sammenligning av aktuatortyper for automatiserte portventiler i oljeutvinning, inkludert aktiveringshastighet, feilsikker kapasitet og anbefalt bruk.
Ofte stilte spørsmål om portventiler i oljeutvinning
Spørsmål 1: Hva er maksimumstrykket for en portventil for brønnhodeservice?
Under API 6A (tjueførste utgave, 2018) , brønnhode ekspanderende plate portventils er tilgjengelig i trykkklasser på 2 000, 3 000, 5 000, 10 000, 15 000 og 20 000 psi arbeidstrykk. 20 000 psi (20K)-klassen er den høyeste standardiserte for øyeblikket, brukt på ultradype HPHT-brønner i Mexicogulfen, Nordsjøen og offshore Brasil der reservoartrykket overstiger 15 000 psi ved innstengt brønnhodetrykk.
Q2: Hvorfor kan ikke portventiler brukes til struping i oljeproduksjon?
A portventil operert i en delvis åpen posisjon genererer turbulent, høyhastighets strømning over et redusert ringformet gap ved portkanten - en tilstand som konsentrerer erosjon på et veldig lite område av setet og portens tetningsflate. Ved sandproduserende råoljeservice kan dette ødelegge sitteflatene i løpet av få timer, noe som resulterer i permanent gjennomlekkasje selv når ventilen er helt lukket. For strømningskontroll må en dedikert strupeventil, kontrollventil eller V-notch kuleventil brukes. Portventiler er kun konstruert for helt åpen eller helt lukket drift.
Spørsmål 3: Hva er forskjellen mellom en stigende stamme og en ikke-stigende ventil?
I en stigende stamme portventil , spindelen beveger seg oppover ut av panseret når ventilen åpnes, og gir en klar visuell indikator på ventilposisjonen – åpen når stammen er helt uttrukket, lukket når den er helt tilbaketrukket. Denne utformingen krever tilstrekkelig vertikal klaring over ventilen, noe som gjør den upraktisk i offshore-plattformrør med lav klaring. I en ikke-stigende stamme (NRS)-design, forblir stammen stasjonær og innvendige gjenger på portmutteren oversetter rotasjon til portbevegelse - stammen strekker seg ikke over panseret. NRS-design foretrekkes der høyden er begrenset, men krever en separat posisjonsindikator (mekanisk eller elektronisk) for å bekrefte ventilposisjon.
Q4: Hvor ofte bør portventiler i oljeutvinning inspiseres og vedlikeholdes?
Den Energy Institutes retningslinjer for styring av ventiler (2021) anbefaler at sikkerhetskritiske portventiler (brønnhode-hovedventiler, BOP-komponenter) funksjonstestes minst én gang per år og inspiseres fullt ut hvert 3.–5. år, eller i henhold til anleggets risikobaserte inspeksjonsprogram (RBI). Hovedledningsrørledningsblokkportventiler som sjelden betjenes, bør trenes (helt slag eller delvis slag) minst en gang per år for å forhindre anfall forårsaket av inaktivitet. Stampakning bør inspiseres for ekstern lekkasje kvartalsvis og pakkes om eller skiftes ut ved første tegn på synlig gråting.
Q5: Hva er en ekspanderende portventil og hvorfor brukes den på oljebrønnhoder?
En ekspanderende (plate) portventil bruker to parallelle portsegmenter - en primær plate og et sekundært avstandselement - som tvinges mekanisk fra hverandre av en fjær- eller kammekanisme når ventilen når lukket posisjon, og presser begge segmentene mot oppstrøms- og nedstrømssetene samtidig. Dette gir iboende dobbelblokk-forsegling uten å stole på linjetrykk for å gi energi til setet, eliminerer termisk binding (fordi porten ikke kiler seg) og tillater pigging gjennom kanalen. Per API 6A , er den ekspanderende sluseventilen standarddesignet for brønnhodeservice fordi den oppnår nulllekkasje metall-til-metall-tetning ved trykk opp til 20 000 psi uten smøreinnsprøytning, og kan settes tilbake pålitelig etter håndtering av sand, avleiring og produsert voks.
Q6: Hva betyr "brannsikker" for en portventil i oljefeltservice?
En brannsikker portventil er en som har blitt testet og sertifisert for å opprettholde akseptabel sete- og kroppstetningsintegritet etter vedvarende eksponering for brann - vanligvis en 30-minutters forbrenning ved 1800 °F (982 °C) etterfulgt av en hydrostatisk trykktest, pr. API 6FA eller API 607 . I praksis betyr dette at portventiler med myke (elastomere eller PTFE) primærseter må ha sekundære metall-til-metall reserveseter som går i inngrep når det myke setet brenner bort. Alle portventiler på hydrokarbonførende rørledninger innenfor prosessområdet til et produksjonsanlegg kreves i henhold til de fleste driftsselskapets spesifikasjoner for å være brannsikkert sertifisert – selv om primærsete oppnås med myke setematerialer under normale forhold.
Q7: Hvor lenge varer en portventil i oljefeltservice?
En korrekt spesifisert og vedlikeholdt portventil i ren råolje skal service oppnå en designlevetid på 20–30 år. Den faktiske levetiden i sandproduserende eller surgassbrønner kan imidlertid være betydelig kortere uten harddekkede seter og NACE-kompatible materialer. Brønnhode-hovedventiler skiftes vanligvis ut eller overhales hvert 5.–10. år under planlagte brønnoverhalingsoperasjoner. Slukeventiler i rørledningen i nedgravd drift, uten faste stoffer i strømningsstrømmen og årlige øvelsestesting, oppnår rutinemessig 25–40 års levetid. I følge Pipeline and Gas Journal (2022) , den gjennomsnittlige installerte kostnaden for en feltutskifting av en storboret (24-tommers, 600#-klasse) rørledningsportventil – inkludert utgraving, isolasjon og re-idriftsettelse – overstiger $250 000, noe som understreker viktigheten av korrekt innledende spesifikasjon og forebyggende vedlikehold.
Sjekkliste for valg av portventil for oljeutvinningsingeniører
- Identifiser det nødvendige API-trykkklasse : API 6A for brønnhoder (opptil 20 000 psi), API 6D / ISO 14313 for rørledninger, API 16A for BOP choke og kill-linjer.
- Spesifiser ekspanderende plate (parallell port) design for alle brønnhode-hovedventiler og enhver service over 5000 psi eller over 300°F — aldri solid kile.
- Krev design av gjennomgående rør hvor enn rørledningspigging utføres og hvor ventilhulrom faststoffoppsamling må forhindres.
- Bekreft H2S-innhold: hvis H2S-partialtrykket overstiger 0,05 psia (0,0003 MPa) , må alle bærende metalliske komponenter være i samsvar med NACE MR0175 / ISO 15156.
- Spesifiser seter med hard ansikt (Stellitt eller wolframkarbid) for enhver tjeneste som involverer produsert sand, slipende avleiringer eller faste partikler i strømningsstrømmen.
- Krev API 6FA eller API 607 fire-test certification for alle sluseventiler på hydrokarbonførende rør innenfor prosessområdet.
- Spesifiser trykkforseglet panser for portventiler i ASME-klasse 900 og høyere — boltede pansere i høytrykksdrift er en dokumentert kilde til ekstern lekkasje.
- Inkluder en årlig treningsprøvekrav i vedlikeholdsprogrammet for alle sjeldent opererte sluseventiler for å forhindre inaktivitetsindusert anfall.
- For portventiler på ubemannede eller avsidesliggende steder, spesifiser hydraulisk eller elektrohydraulisk aktivering med sviktende fjær eller akkumulatorretur for å muliggjøre fjernavstengning.